《无缝钢管27SiMn麻面缺陷的产生原因及控制措施》
【摘要】:针对热轧无缝钢管生产线27SiMn旋挖钻管和冷拔油缸管麻面缺陷的疑难问题,从生产设备配置和工艺特点方面进行了系统分析,提出:27SiMn属于含Si量高的钢种,当环形炉加热至1250°C以上,金属基体和外层氧化铁皮中间将产生层状的Fe2SiO4,该氧化铁皮粘结力较强,很难在常规高压水除磷过程中去除干净,导致后续形成麻面。将环形炉温度控制在1230±10°C,生产节奏执行P91牌号,以及提高连轧前高压水除磷压力至130kN,可以有效控制麻面缺陷。
【关键词】:无缝管;麻面缺陷;环形炉;高压水除磷
27SiMn旋挖钻管和冷拔油缸管是当前应用最普遍的两种管材[1-3]。然而,在实际生产过程中,27SiMn旋挖钻管和冷拔油缸管表面经常出现麻面,导致后续外委修磨,不仅影响了生产进度,还增加了制造成本,在顾客的后期加工和使用过程容易产生进一步锈蚀,影响后续防锈和钢管使用寿命,也影响了顾客对我司钢管表面质量的良好印象。因此,对27SiMn旋挖钻管和冷拔油缸管麻面缺陷进行分析、探究和预防就显得十分重要。
本文通过分析27SiMn旋挖钻管和冷拔油缸管麻面缺陷的产生原因,从生产线的设备配置和工艺特点方面进行讨论,总结出麻面缺陷的关键控制技术,有效解决了此类缺陷,为无缝管生产中类似问题的解决提供了参考。
1生产工艺介绍及热轧过程参数信息采集
27SiMn旋挖钻管和冷拔油缸用管的光管,主要有两种生产工艺流程[4-5]:
(1)进步进炉工艺:坯料定尺锯切→环形炉加热→穿孔(毛管)→高压水除鳞→连轧(荒管)→步进炉加热→高压水除鳞→定径(光管)→大冷床冷却。(2)不进步进炉工艺(旁通工艺):坯料定尺锯切→环形炉加热→穿孔(毛管)→高压水除鳞→连轧(荒管)→高压水除鳞→定径(光管)→大冷床冷却。
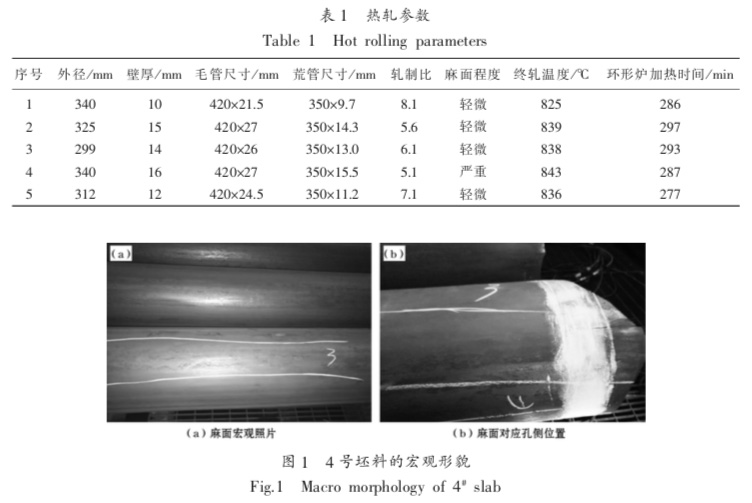
通过对27SiMn钢号相关工艺参数分析,使用坯料直径为330mm,连轧前高压水压力为110MPa,定径前高压水压力为180MPa,针对钢管表面麻面问题严重的规格进行数据收集和取样分析。具体数据如表1所示。
2麻面缺陷的宏观分析
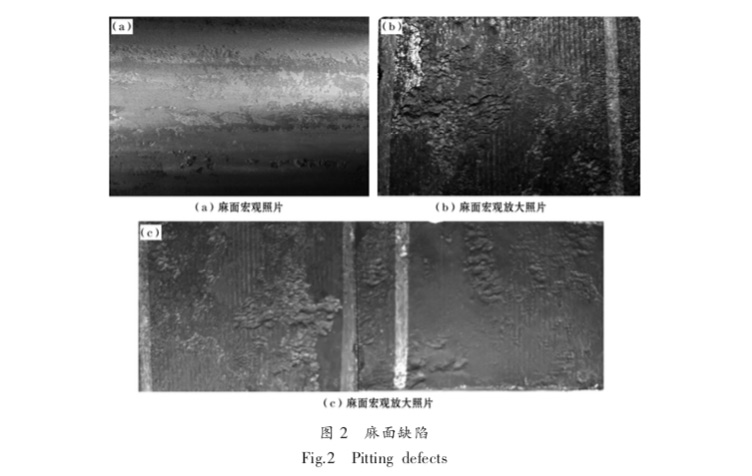
通过对中检大冷床上的产品进行观察,发现4号坯料的麻面非常严重(粉笔内为麻面严重区域),如图1、图2所示,有如下几个特征:1)麻面严重位置主要分布在4条孔侧位置,且2、4孔顶和1、3、5孔顶位置基本无麻面;2)左侧、右侧0~1.0m位置,四个象限的麻面均较严重,无规律;3)用手触摸麻面,手感为凹凸不平。麻面严重处钢管外表为凹陷状;无麻面的钢管外表光滑,有定径机轧辊留下的痕迹,如图2所示。
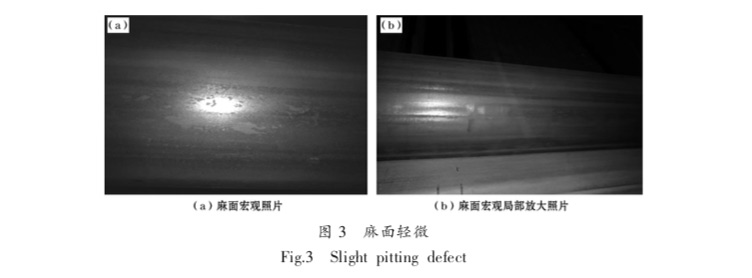
中检大冷床上观察到7号坯料的麻面如图3所示,看上去很轻微,有如下几个特征:1)手感光滑,无凹凸不平感;2)孔侧位置存在颜色差别,有灰色氧化皮+红色氧化皮两种颜色;3)孔顶位置基本无颜色差别,均为红色氧化皮;4)认为孔侧位置的灰色氧化皮为定径过程压平所致。
3麻面缺陷的微观分析
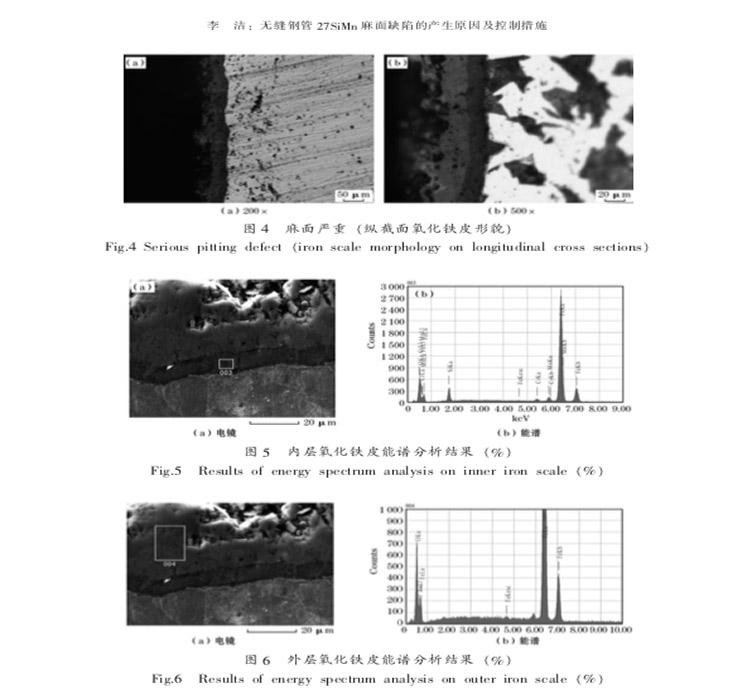
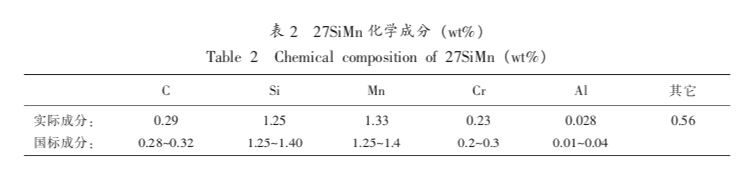
对2GY20214样品取样进行金相和扫描电镜分析,结果表明:1)样品表面存在残留的氧化铁皮,氧化铁皮厚度约0.08~0.1mm,分为两层,如图4所示;2)内层氧化铁皮厚度约0.02mm,较为致密,能谱确定成分为Fe2SiO4;3)外层氧化铁皮厚度约0.06mm,较为疏松,能谱确定成分为FeO。如图5和图6所示。
4讨论与分析针
对27SiMn麻面问题进行了系列实验,340mm外径的管体的定径量较小导致表面形成凹凸不平的麻面。而299mm外径的管体定径量较大导致外表形成光滑的灰色氧化皮层,但如后续进行调质处理,仍然存在出现麻面的隐患。
综合宏观、微观分析结果认为27SiMn属于含Si量高的钢种,连轧前高压水除磷时,氧化铁皮的剥离性较差,导致氧化铁皮残留形成麻面。查阅相关文献认为[6-8],当Si含量在0.2%以上的钢在加热至1250°C以上,金属基体和外层氧化铁皮中间将产生层状的Fe2SiO4,表2内能谱分析表明本次内层残留的Fe2SiO4厚度约20μm左右,外层FeO约60μm。该文献认为在进行高压水除磷时,界面温度低于1170°C时,Fe2SiO4呈固态,因此外层氧化铁皮与基体的附着力加强,更难去除。连轧除磷时界面温度很少能达到1170°C,因此含Si量高的钢高温时剥离性均较差,容易残留氧化铁皮。27SiMn钢种含Si量高达1.25~1.4wt%,因此很容易因为除磷不尽而出现麻面。
目前提高连轧前高压水除磷前温度至1170°C以上难度较大,而27SiMn坯料在1100~1300°C之间热塑性随着温度的升高呈下降的趋势。如果环形炉温度升高,27SiMn系列产品壁厚控制效果难以达标。因此我们选择降低环形炉加热的均热段温度至1230±10°C,生产节奏执行P91牌号,得到如表3的对比数据:
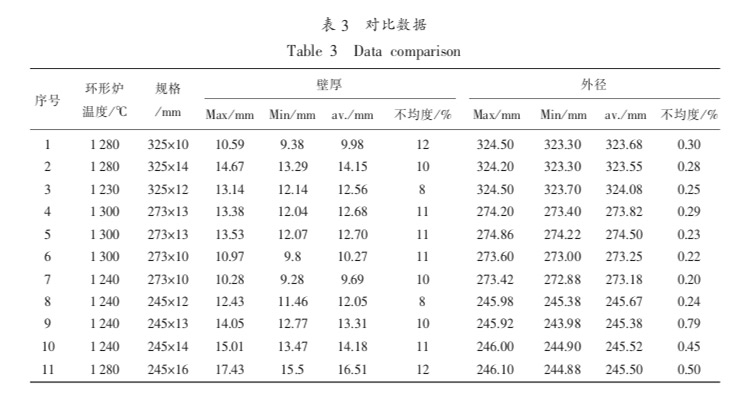
通过对比数据我们可以得出结论,降低环形炉坯料加热的最高温度而延长坯料的保温时间,对27SiMn系列钢管的尺寸没有太大影响。后续对比27SiMn系列钢管加热工艺变更提高连轧前高压水除磷压力至130kN的和未变更的进行对比跟踪,主要记录了工艺参数、表面状况及轧制力情况,如表4得出数据为:
根据已有结论及大生产数据的对比分析,进行了27SiMn钢种钢管生产工艺参数的调整优化:将环形炉均热段温度控制在1230±10°C,生产节奏执行P91牌号,提高连轧前高压水除磷压力至130kN。对27SiMn钢种钢管生产的轧制力及尺寸情况,没有明显影响但可以有效抑制生产过程中的麻面问题。
(1)1260/1300°C环形炉温度,管体表面
有麻面,不同规格麻面程度不同;麻面程度和坯料直径有一定的关系,∮330≥∮280≥∮250,这是和我们环形炉加热制度有关,坯径越大,加热温度越高,加热时间也越长,在环形炉内形成的硅酸盐氧化皮越厚,因此后续高压水除磷越难去除。
(2)1220/1240°C环形炉+旁通工艺后,管体表面均无麻面,∮330、∮280及∮250坯料均未发现麻面。这和前期分析报告指出当环形炉加热温度低于1250°C,就无硅酸盐氧化皮形成,能有效的抑制麻面的形成,实际情况和分析结论吻合。
(3)1220/1240°C环形炉+步进炉工艺对外径的影响较小,正常情况下,不会形成麻面,但是如果由于故障等原因延迟步进炉时间会造成麻面。
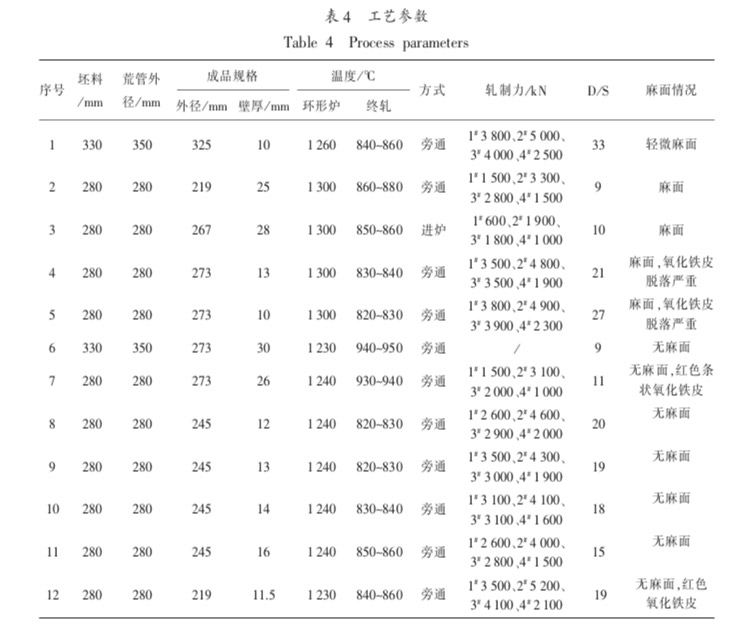
(4)不同规格轧制力对比可知,降低环形炉加热温度至1230°C并未对轧制力存在增高的影响。
(5)不同规格尺寸对比可知,降低环形炉加热温度至1230°C并未对尺寸存在恶化的影响。
5结论
通过将环形炉均热段温度控制1230±10°C,生产节奏执行P91牌号,提高连轧前高压水除磷压力至130kN,可以有效抑制27SiMn旋挖钻管和冷拔油缸管生产过程中的麻面问题。
参考文献: 李洁 湖南衡阳421001
[1]王雨峰,朱锦铭.27SiMn热轧无缝钢管生产时防红锈及麻面控制[J].机械制造与自动化,2010,39(4):39-40.
[2]姜碧涛,闫卫兵,林腾昌.20钢无缝管表面缺陷成因分析[J].物理测试,2015,33(5):43-47.
[3]田党,胡才望,修雪峰,等.连铸圆管坯中间裂纹对钢管质量的影响[J].钢管.2012,41(01):26-28.
[4]王鲁义,陈其伟,朱国辉,等.12Cr1MoVG无缝钢管表面裂纹分析[J].安徽工业大学学报(自然科学版).2010,27(2):135-139.
[5]魏军,洪慧平,廖向军,等.37Mn5钢管外折叠成因分析和工艺控制[J].特殊钢.2010,31(1):30-32.
[6]田党,李秀琴,许秋龙,等.无缝钢管分层缺陷的鉴定[J].钢管.2013,42(6):9-13.
[7]周晓锋.热轧无缝钢管内折缺陷分析[J].钢管.2009:38(05):34-36.
[8]罗先登.高压容器用无缝钢管的生产现状及发展[J].钢管,2004,33(4):1-6.